1、프로세스 소개 | 스탬핑으로 어떤 문제를 해결할 수 있나요?
고속 대량 생산: 프로그레시브 다이 200-800회/분, 단일 교대 일일 생산 100000-500000개, 기계 가공보다 비용 60-80% 저렴
복잡한 3차원 형상: 딥 드로잉, 펀칭, 플랜징 및 성형을 포함한 여러 워크스테이션의 조합으로 상자 본체, 쉘, 플랜지 및 보강 리브 달성
고정밀 치수: 정밀 프로그레시브 다이 ± 0.01mm, 구멍 위치 정확도 ≤ 0.02 mm, 2차 가공 없이 직접 조립
뛰어난 표면: 냉간 압연 시트 표면 Ra ≤ 0.8 µm, 아연 도금/코팅 시트는 스탬핑 후에도 원래 외관을 유지할 수 있음
재료 절약: 폐쇄형 재료 레이아웃, 재료 활용률 ≥ 85%, 귀금속 및 스테인레스 스틸 얇은 재료에 적합
2、능력
| 목 | 사양 |
|---|---|
| 최대 프레스 용량 | 25 t – 800 t 기계식 / 1250 t 서보 |
| 최대 다이 크기 | 2500 × 1200mm(프로그레시브 다이) |
| 재료 두께 | 0.05mm – 12mm(강철) / 0.1mm – 8mm(스테인리스강) / 0.1mm – 10mm(알루미늄) |
| 블랭킹 정확도 | ±0.01mm / 홀 피치 ±0.02mm |
| 먹이는 방법 | 서보 롤러 피딩, 스텝 정확도 ±0.005mm |
| 배치 용량 | 1 – 1,000,000개/배치, 다이 교환 < 15분(빠른 클램핑 시스템) |
3, 당사 장비
아이다 NC1-800 (800t)
작업대 2500 × 1200 mm, 서보 속도 조절 20-120 SPM
대형 자동차 피복재의 딥 드로잉 및 고강도강 성형에 적합
AIDA NC1-200(200t) x 3대
800×800mm, 프로그레시브 다이 고속 200-600 SPM
정밀 펀칭, 소재 커팅, 모터 철심, 커넥터 스프링 플레이트 전용
브루더러 BSTA 125 (125t)
스위스 고속 펀치, 1250 SPM, ± 0.005mm 스텝 거리
0.1mm 멀티 스테이션 프로그레시브 디자인의 스테인레스 스틸 전자 커넥터
야마다 도비 60tx 6대
600 SPM, 금형 내부에 상부 재료 및 태핑 장치 운반
소형 정밀 부품, 금형 내 M1-M3 태핑이 한 번에 완료
하이슨 서보프레스 125t
임의 이동 곡선, 압력 맞춤력 폐쇄 루프 ± 1%, 정밀 성형+온라인 감지에 적합
4、스탬핑 사례 연구 | 스탬핑 케이스
재질: 0.35mm 무방향성 실리콘 강철 코일
모양: 외경 180mm, 슬롯 72개, 두께 40mm, 적층 리벳
프로세스: 72개 스테이션의 프로그레시브 금형 + 회전 스태킹 리벳팅 + 온라인 버 감지 ≤ 0.02mm
결과: 평탄도 ≤ 0.05 mm, 철손 ≤ 2.4 W/kg, 월 생산량 120만개
재질: B340LA 고강도 강철 4mm
모양: 3D 딥 드로잉+사이드 펀칭, 3D 공차 ± 0.1mm
프로세스: 800톤 서보 프레스+3축 트랜스퍼 암, 7스테이션 트랜스퍼 금형
결과: 측면 구멍의 위치 정확도는 0.08mm이고 가공이 필요하지 않으며 연간 생산 능력은 800,000세트입니다.
재질: 0.2mm C7521 인청동
모양: 0.25mm 마이크로 루버와 0.3mm 볼록 벌지로 구성된 128개 조각
공정: 125톤 고속 펀치, 스텝 거리 12mm, 600 SPM
결과: 루버에는 버가 없고 차폐 효과는 >100dB이며 월 생산량은 500만 개입니다.
5、 금형 및 자동화
자체 설계 프로그레시브/트랜스퍼/복합 금형, MaxProgress 시뮬레이션 성형, 시험 금형 40% 감소
금형강: SKD11, CD53, 경질 합금 인서트, 수명 ≥ 1억 회
금형 탭핑, 금형 리벳팅 및 금형 사출 성형에 통합되어 후처리 감소
로봇+시각적 공급, 자동 롤 변경, 활용률 ≥ 85%
온라인 감지: 시각적 크기+압력 곡선+누출 감지, 결함률 ≤ 50ppm
6、 품질 및 추적성
IATF 16949 자동차 스탬핑 시스템
ISO 9013 펀칭 정확도 표준
각 배치: 첫 번째 조각 전체 크기+10% 검사+마지막 조각 비교, MES에 자동으로 업로드된 데이터
QR 코드+시각적 조각: 금형 번호+롤 번호+연산자, 코드를 스캔하여 원료 용광로 번호를 역추적
신뢰 신뢰성
수년간의 글로벌 시장 수출 경험을 통해 품질, 물류 및 규정 준수에 대한 신뢰성이 입증되었습니다.
인증된 품질 관리 및 표준화된 생산은 모든 주문에 대해 신뢰할 수 있고 반복 가능한 결과를 보장합니다.
어떤 허용 오차를 달성할 수 있습니까?
CNC 가공에 대한 표준 공차는 DIN-2768-1-f(미세) 또는 +/-0.01mm입니다. 고정밀 요구 사항의 경우 형상 및 재료에 따라 +/-0.005mm의 엄격한 공차를 달성할 수 있습니다.
어떤 표면 마감재를 제공합니까?
당사는 다음을 포함한 원스톱 표면 처리 서비스를 제공합니다. 가공 상태(버 제거) 샌드블라스팅 아노다이징(유형 ll 유형 III) 연마 거울 연마 분말 코팅 페인팅 레이저 조각(로고/텍스트)
얼마나 빨리 견적을 받을 수 있나요?
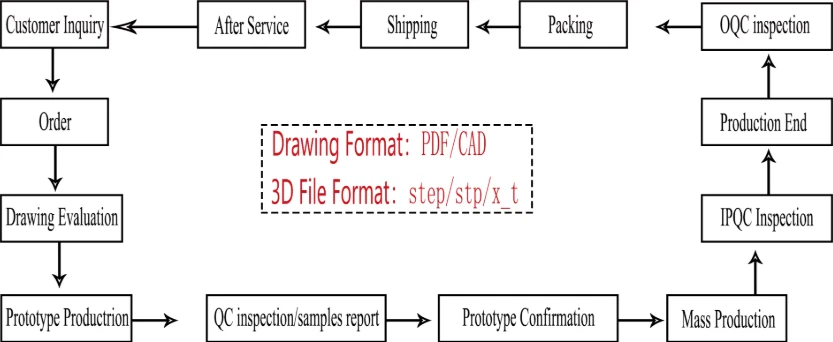
3D 파일(STEP/IGES)과 2D 도면(PDF)을 보내주세요. 우리 엔지니어링 팀은 이를 분석하고 6~12시간 이내에 자세한 견적을 제공할 것입니다.
일반적인 리드타임은 얼마나 됩니까?
프로토타입: 3~7일 제작 10~20일 긴급 프로젝트에 대해서는 신속 서비스도 제공합니다.
대량 생산 전에 샘플을 제공합니까?
예, 승인을 위해 항상 사전 제작 샘플을 만드는 것이 좋습니다. 전체 배치를 실행하기 전에 확인을 위해 사진/비디오를 보내거나 실제 샘플을 배송해 드립니다.
부품이 사양을 충족하지 않으면 어떻게 되나요?
우리는 엄격한 품질 관리 정책을 가지고 있습니다. 부품이 도면 사양을 충족하지 않는 경우 무료로 다시 제작하거나 전액 환불해 드립니다. 우리는 품질을 100% 뒷받침합니다.
어떤 재료를 가공할 수 있나요?
우리는 금속, 알루미늄(6061, 7075), 스테인레스 스틸(303, 304, 316), 황동, 구리, 티타늄을 포함한 광범위한 재료를 사용합니다. 플라스틱: ABS, POM(Delrin), PEEK, 나일론, 폴리카보네이트. 특별한 자료가 필요하시면 알려주세요.

 ko
ko
 English
English 繁体中文
繁体中文 Italian
Italian Spanish
Spanish Japanese
Japanese Portuguese
Portuguese Korean
Korean Russian
Russian French
French German
German Estonian
Estonian Arabic
Arabic Indonesian
Indonesian




 메세지
메세지